Pусский
Pусский Español
Español (1) Cerințe pentru nervurile de proiectare ale pieselor turnate:
Funcția nervurii este de a îmbunătăți rezistența și rigiditatea piesei după ce grosimea peretelui este redusă, de a preveni reducerea contracției și deformarea turnării și de a evita deformarea piesei de prelucrat atunci când este scoasă din matriță. . , grosimea nervurii de turnare sub presiune trebuie să fie mai mică decât grosimea peretelui în care se află, luând în general 2/3 până la 3/4 din grosimea locației;
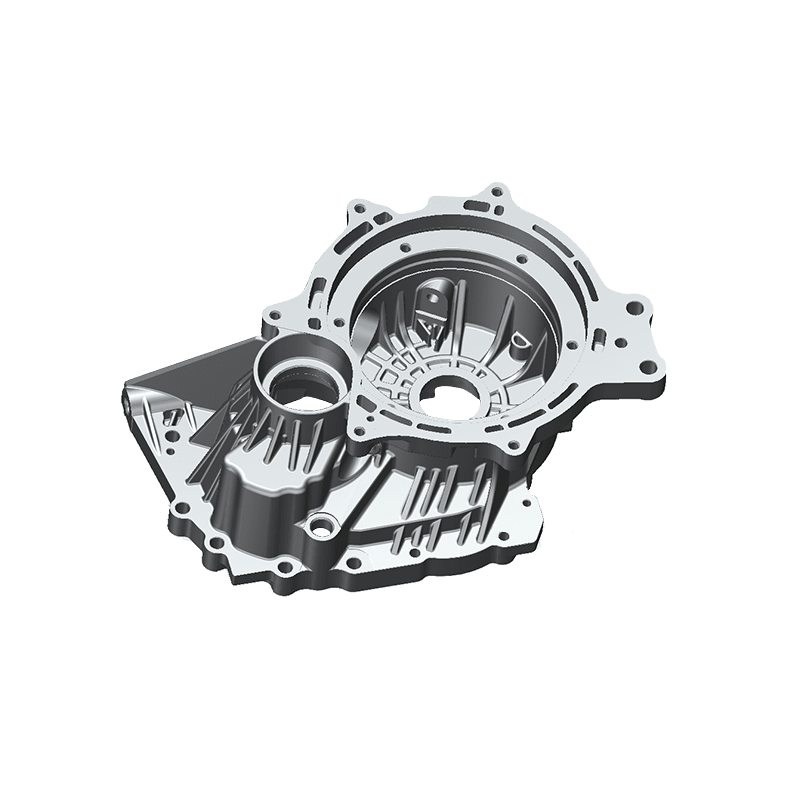
(2) Cerințe privind grosimea peretelui pentru proiectarea turnării:
Grosimea peretelui pieselor turnate sub presiune (denumită de obicei grosimea peretelui) este un factor de importanță deosebită în procesul de turnare sub presiune. Analiza gradientului de temperatură a matriței, efectul presiunii (presiunea specifică finală), durata timpului de reținere a matriței, temperatura de ejectare a turnării și eficiența de funcționare;
A. Grosimea mai groasă a pereților pieselor va reduce semnificativ proprietățile mecanice ale pieselor turnate sub presiune, iar piesele turnate cu pereți subțiri au o compactitate bună, ceea ce îmbunătățește relativ rezistența și rezistența la presiune a pieselor turnate;
b. Grosimea peretelui turnării nu trebuie să fie prea subțire. Dacă este prea subțire, va cauza umplere slabă cu lichid de aluminiu, dificultăți de formare, sudare slabă a aliajului de aluminiu și defecte precum izolarea la rece pe suprafața turnării, ceea ce va aduce dificultăți în procesul de turnare sub presiune; Creșterea numărului de pori interni, găuri de contracție și alte defecte. Prin urmare, pe premisa asigurării unei rezistențe și rigiditate suficiente a turnării, grosimea peretelui turnării trebuie redusă cât mai mult posibil, iar grosimea secțiunii trebuie menținută uniformă. Pentru a evita defecte precum contracția, turnarea ar trebui să fie. Grosimea peretelui gros trebuie redusă (reducerea materialului), iar nervurile trebuie mărite; pentru piese turnate cu pereți groși de tip plat de suprafață mare, nervurile trebuie setate pentru a reduce grosimea peretelui turnării;
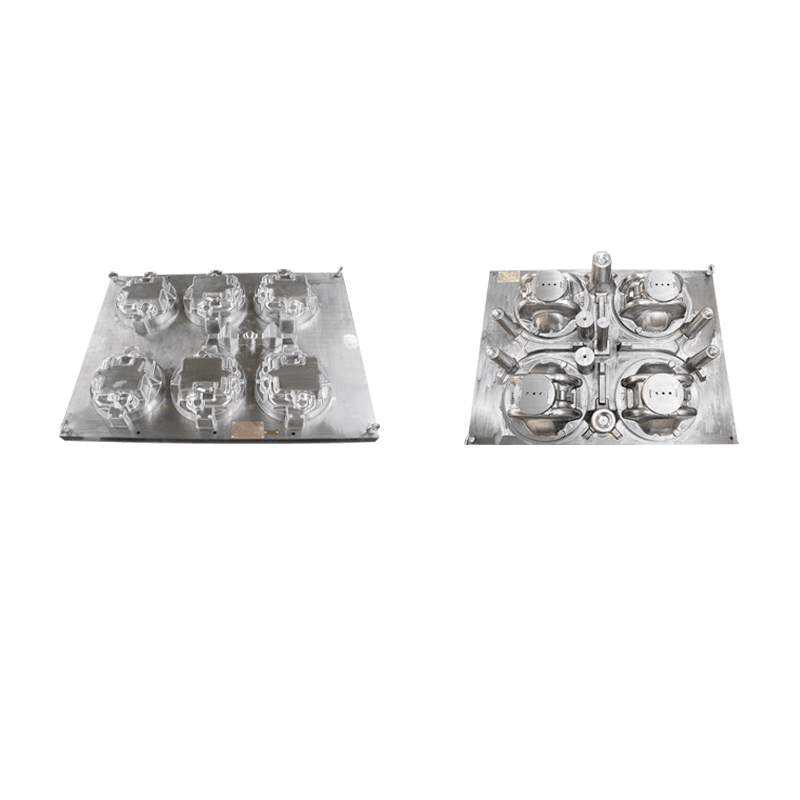
(3) Cerințele de formă și structură ale turnărilor sub presiune:
A. Eliminați decupările interne;
b. Evitați sau reduceți piesele care trag miezul;
c. Evitați traversarea miezului;
O structură rezonabilă de turnare sub presiune poate nu numai să simplifice structura matriței de turnare sub presiune, să reducă costul de producție, dar și să îmbunătățească calitatea turnării.