Pусский
Pусский Español
EspañolTrebuie subliniat faptul că, pe lângă „cavitație”, există și alte motive pentru „pitting” formate pe suprafața pieselor turnate sub presiune din aliaj de aluminiu, cum ar fi: suprafața matriței nu este complet lustruită după EDM, sau suprafața matrița este prea strălucitoare. Acest lucru face ca agentul de eliberare să nu poată forma o peliculă de protecție bună pe suprafața matriței, ducând la eroziune punctuală și lipirea mucegaiului pe suprafața matriței. Cu toate acestea, gropile produse de „eroziunea prin cavitație” pe suprafața matriței sunt diferite ca formă de astfel de defecte și este necesar să aveți suficientă experiență pentru a face o judecată corectă.
Cauzele eroziunii prin cavitație în turnarea sub presiune a aliajului de aluminiu
Turnarea sub presiune a aliajului de aluminiu constă în injectarea unui aliaj lichid de aluminiu în întreaga cavitate a matriței cu o viteză mare printr-un poanson pentru a obține produsul dorit. În timpul curgerii aluminiului topit, acesta trebuie să treacă prin canal pentru a ajunge la poarta interioară și apoi pulverizat în cavitatea matriței. Curgerea matriței este singura cale de curgere a aluminiului topit. Principiul de proiectare este că aria secțiunii transversale a canalului ar trebui să fie într-o stare de micșorare, astfel încât aerul din canal să poată fi descărcat la capătul frontal al aluminiului topit în timpul curgerii aluminiului topit.
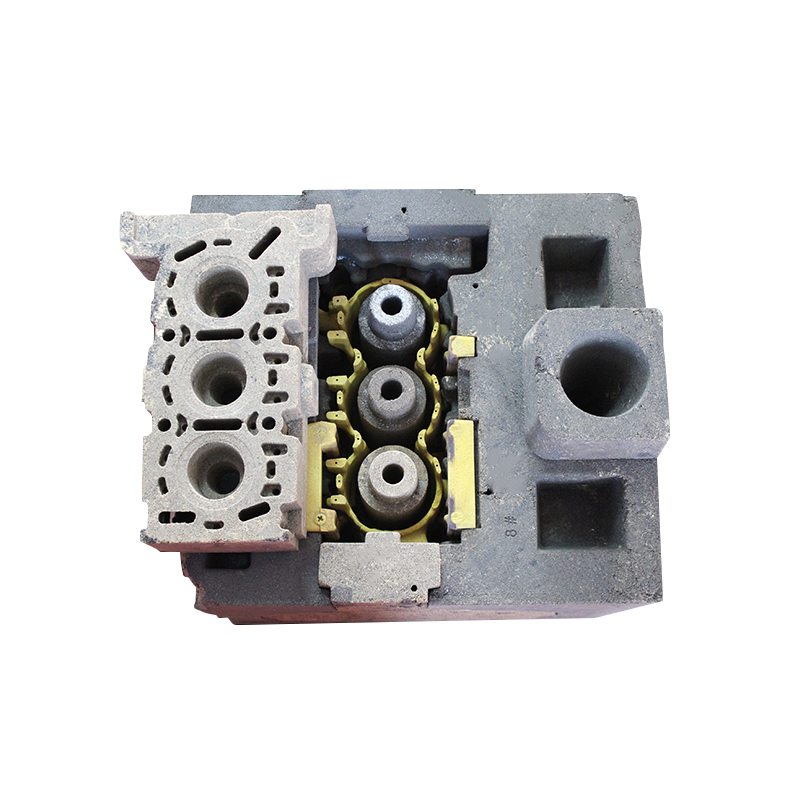
Motivul principal al cavitației este că designul matriței încalcă principiile de proiectare de mai sus. Pe traseul de rulare prin care curge lichidul din aliaj de aluminiu, aria secțiunii transversale a alergătorului se extinde. Când aluminiul topit curge prin canalul interior în expansiune, va exista o expansiune de volum și o scădere bruscă a presiunii, ducând la formarea de cavități de presiune negativă (sau scobite) în aluminiul topit. Când injecția este presurizată, cavitatea izbucnește în canal și în interiorul cavității matriței. Când izbucnește, formează o explozie internă, care poate genera energie uriașă. Atunci când produsul este produs, imploziile multiple continue provoacă deformare la oboseală pe suprafața matriței sau a curelei metalice, formând gropi care sunt vizibile cu ochiul liber. În mod corespunzător, pe suprafața produsului de turnare se formează gropi proeminente.
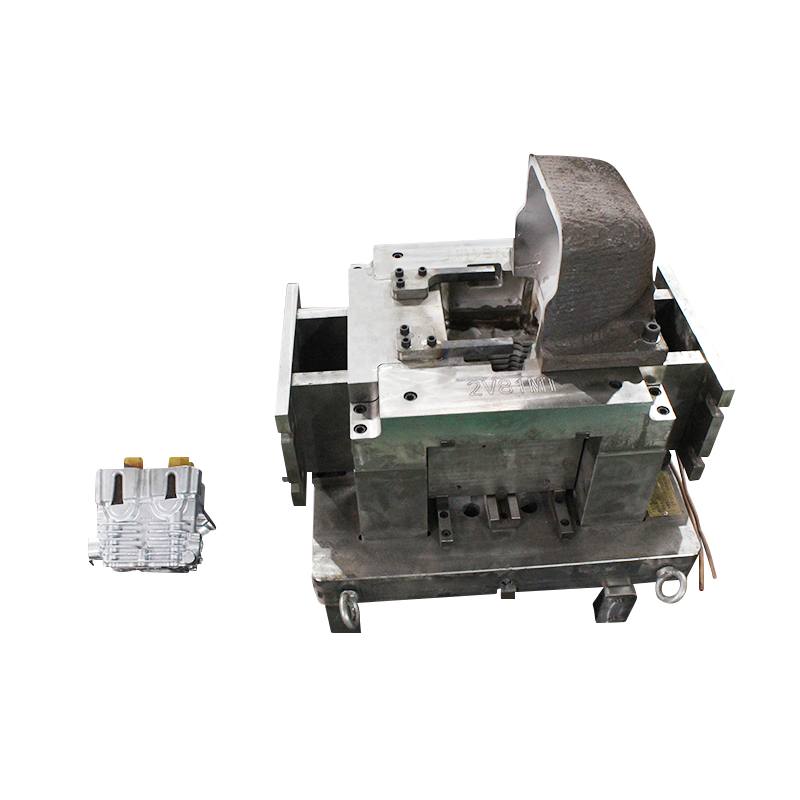
Metode de evitare a cavitației în turnarea sub presiune înaltă - design corect al curelei de matriță
În proiectarea curelei de matriță, trebuie respectate următoarele principii: aria secțiunii transversale a curelei din tort trebuie redusă, iar atunci când rulatorul are ramuri, aria secțiunii transversale a principalului alerg trebuie să fie mai mare decât două sau mai multe ramificatoare Suma suprafețelor secțiunii transversale.