Pусский
Pусский Español
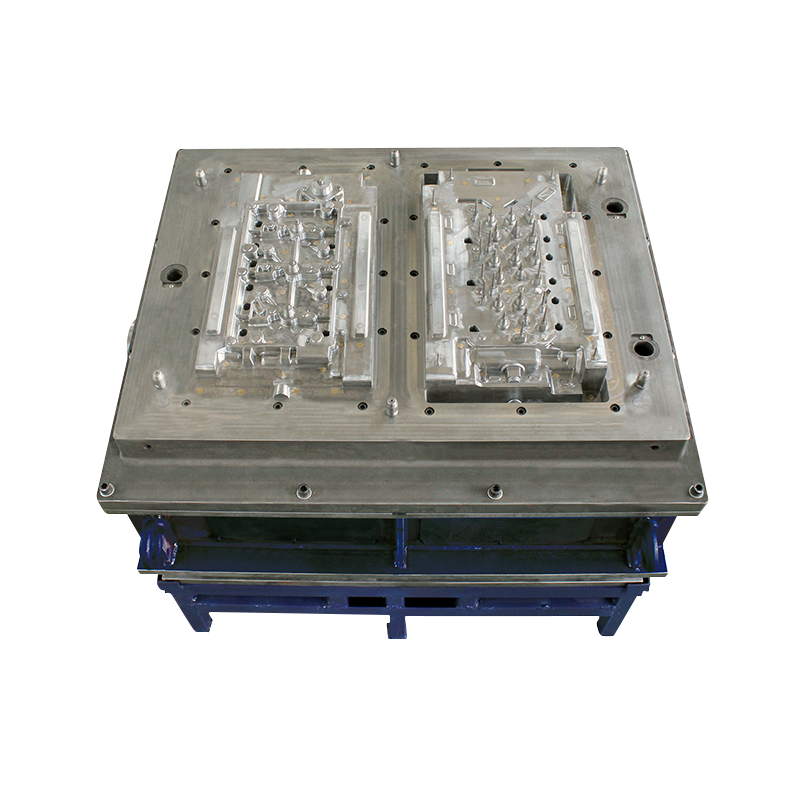
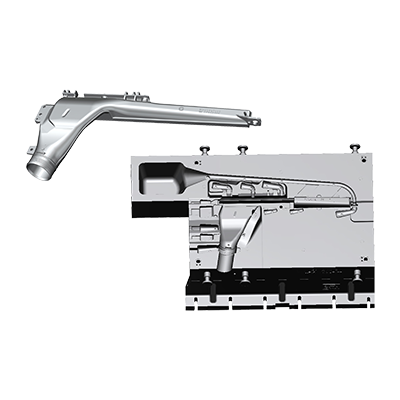
Español Matrița de turnare sub presiune aparține unei metode de proces de turnare a forjarii cu matriță lichidă și completarea acesteia pe o mașină de turnare sub presiune dedicată. Pentru turnare sub presiune, cele trei elemente de material de turnare sub presiune, mașină de turnare sub presiune și matriță sunt indispensabile. Pentru a îmbunătăți eficiența producției, calitatea mărcii și beneficiile economice ridicate în procesul de producție și pentru a prelungi durata de viață a matrițelor de turnare sub presiune, utilizarea și întreținerea formelor de turnare sub presiune sunt foarte importante.
Utilizarea și întreținerea corectă a matrițelor de turnare sub presiune:
1. Minimizați răcirea și încălzirea rapidă a matriței și încercați să produceți continuu cât mai mult posibil. În starea de matriță rece, injecția de mare viteză este strict interzisă.
În timpul procesului de turnare sub presiune, matrița de turnare sub presiune a fost într-o stare de oboseală alternativă de dilatare și contracție termică, iar temperatura cavității matriței s-a schimbat practic înainte și înapoi între 160 de grade și 350 de grade. deteriora. Când începe producția într-o stare de matriță rece, temperatura matriței începe să crească de la o temperatură scăzută, diferența de temperatură crește, expansiunea matriței și contracția crește, iar oboseala matriței crește în consecință, ceea ce va accelera deteriorarea matriței și va scurta. durata de viata a matritei. Prin urmare, în producția de turnare sub presiune, producția continuă trebuie realizată pe cât posibil, iar răcirea rapidă și încălzirea rapidă a matriței ar trebui reduse la minimum, prelungind astfel durata de viață a matriței.
În plus, în starea de matriță rece, matrița nu atinge temperatura în timpul producției normale, iar decalajul dintre fiecare parte a matriței este relativ mare. În acest caz, este strict interzisă deschiderea injecției de mare viteză și presurizarea. În caz contrar, părțile libere ale matriței, inclusiv cursorul, orificiul de ejecție și alte părți, sunt ușor de spart în pielea de aluminiu, deteriorând astfel matrița și afectând durata de viață a matriței.
2. Reduceți viteza de injecție cât mai mult posibil, reduceți presiunea specifică cât mai mult posibil și reduceți impactul matriței.
În timpul producției de turnare sub presiune, viteza de injecție nu afectează numai viteza de umplere a turnării sub presiune și viteza porții de injecție, dar crește și vârful de impact atunci când viteza de injecție este mare. Prin urmare, dacă viteza de injecție este mare și viteza porții de injecție este rapidă, curățarea matriței va fi intensificată, vârful de impact va crește, forța de impact asupra matriței va crește, de asemenea, iar durata de viață a matriței va fi foarte mare. redus. Prin urmare, atunci când ajustăm procesul de turnare sub presiune, este foarte important să reducem cât mai mult posibil viteza de injecție, asigurând în același timp calitatea produsului, ceea ce este foarte important pentru îmbunătățirea duratei de viață a matriței și îmbunătățirea beneficiilor economice ale matriței. întreprindere de turnare. În prezent, mașinile avansate de turnare sub presiune sunt echipate cu dispozitive de frână cu injecție, care sunt foarte benefice pentru a reduce valoarea de vârf a impactului, a reduce forța de impact asupra matriței și a îmbunătăți durata de viață a matriței.
Presiunea raportului de injecție în procesul de turnare sub presiune este, de asemenea, un parametru important. Presiunea raportului de injecție este în general de 400-900 kg/cm2 conform cerințelor de calitate și caracteristicilor turnării. Dacă depășește 900 kg/cm2, în general are un efect redus asupra calității interne a turnării. Dacă raportul de injecție este prea mare, nu numai că va crește forța de expansiune a matriței, ci chiar va face ca forța de expansiune să depășească forța de strângere a mașinii-unelte, rezultând canalizarea aluminiului. În același timp, dacă matrița este supusă unei forțe mari de expansiune, aceasta va deteriora și matrița sau va scurta durata de viață a matriței. Prin urmare, în producția de turnare sub presiune, pe lângă viteza de injecție, ar trebui să acordăm mai multă atenție presiunii specifice injecției. Deoarece presiunea specifică injecției nu este la fel de ușor de observat ca viteza de injecție, aceasta este adesea ignorată. De fapt, raportul de injecție este un parametru important în procesul de turnare sub presiune, care nu numai că afectează calitatea turnării, ci are și un impact uriaș asupra duratei de viață a matriței. Acest lucru ar trebui să trezească în special atenția întreprinderilor de turnare sub presiune.
3. Când se folosește matrița, drapa și pielea de aluminiu trebuie curățate la timp pentru a preveni strângerea matriței.
În utilizarea matriței, matrița are adesea draperie și piele de aluminiu din diverse motive. În acest moment, trebuie curățat la timp, în caz contrar, matrița va fi stoarsă dacă producția continuă. În special în partea de glisare, dacă glisorul intră în pielea de aluminiu etc., glisorul se va prăbuși și se va rupe din cauza forței de strângere foarte mari a mașinii de turnare sub presiune. Prin urmare, atunci când întâmpinați astfel de probleme, matrița trebuie curățată la timp, și trebuie găsită cauza pentru repararea matriței la timp. În caz contrar, așteptați ca matrița să fie deteriorată înainte de a repara, ceea ce va afecta grav durata de viață a matriței.
4. Încercați să reduceți temperatura de turnare a aluminiului topit și să îmbunătățiți durata de viață a matriței.
Temperatura de turnare a aluminiului topit în timpul producției de turnare sub presiune nu afectează numai calitatea turnării, ci afectează și durata de viață a matrițelor de turnare. În general turnarea sub presiune, temperatura de turnare a aluminiului topit este între 630 de grade și 720 de grade. Pentru diferite piese, atunci când alegem temperatura de turnare, ar trebui să încercăm să alegem o temperatură mai scăzută, care nu numai că economisește energie, ci și prelungește durata de viață a matriței de turnare sub presiune. Deoarece cu cât temperatura aluminiului topit este mai mare, cu atât erodarea matriței este mai mare, cu atât variația câmpului de temperatură a matriței este mai mare, cu atât dilatarea și contracția termică sunt mai mari, cu atât oboseala matriței este mai mare și cu atât este mai ușor de deteriorat. Prin urmare, reducerea adecvată a temperaturii de turnare a aluminiului topit este benefică pentru a prelungi durata de viață a matriței de turnare sub presiune.