Pусский
Pусский Español
Español Proiectarea turnării sub presiune trebuie să țină cont de grosimea peretelui turnării sub presiune, fileul de turnare și unghiul de tiraj al turnării sub presiune, nervurile de armare, distanța minimă dintre orificiul de turnare și orificiul până la marginea matriței. turnare, gaura și canelura dreptunghiulară pe turnarea sub presiune, turnarea sub presiune Există șapte aspecte ale alocației de prelucrare a inserțiilor și a pieselor turnate sub presiune.
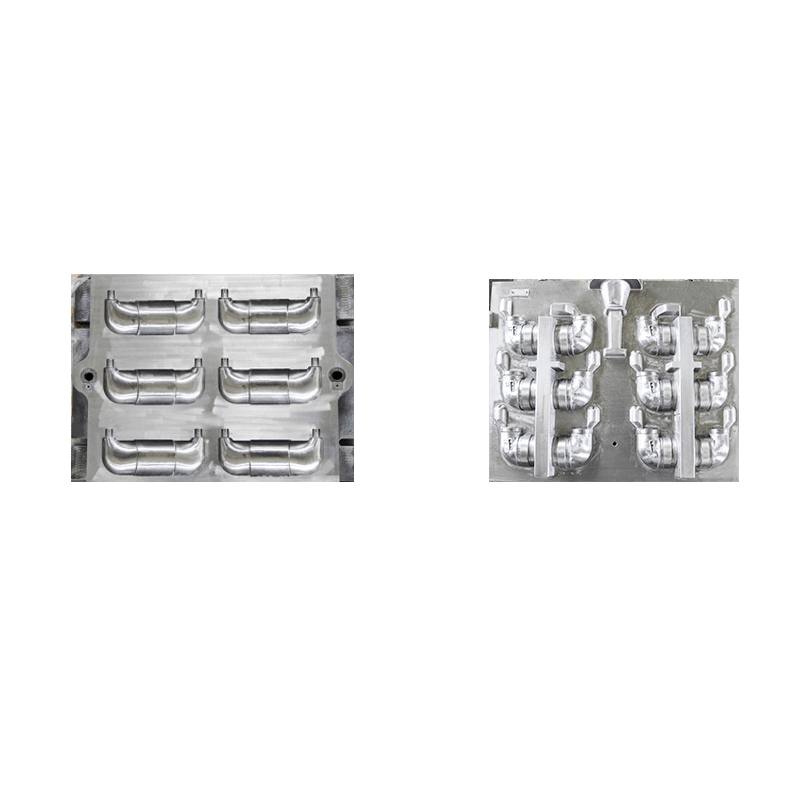
Specificații de proiectare a fileului de turnare: De obicei, fiecare parte a turnării sub presiune ar trebui să aibă un file (cu excepția suprafeței de despărțire), care poate face ca metalul să curgă fără probleme la umplere, iar gazul poate fi descărcat cu ușurință și poate evita fisurile cauzate de unghiuri ascuțite. . Pentru turnarea sub presiune care necesită galvanizare și finisare, colțurile filetate pot fi acoperite uniform pentru a preveni acumularea de vopsea la colțurile ascuțite. Raza filetului R a turnării sub presiune nu trebuie, în general, să fie mai mică de 1 mm, iar raza minimă a filetului este de 0,5 mm.
Specificații de proiectare ale inserțiilor în turnarea sub presiune: În primul rând, numărul de inserții pe piese turnate sub presiune nu trebuie să fie prea mare; în al doilea rând, legătura dintre inserții și piesele turnate sub presiune trebuie să fie fermă și, în același timp, inserțiile trebuie să fie crestate, ridicate, moletate etc.; În al treilea rând, inserțiile trebuie să evite colțurile ascuțite pentru a facilita amplasarea și pentru a preveni concentrarea tensiunilor din piese turnate. Dacă există o coroziune galvanică gravă între piese turnate și inserții, suprafața inserțiilor trebuie protejată prin placare; în sfârșit, turnările cu inserții trebuie evitate. Tratament termic pentru a evita modificarea volumului din cauza tranziției de fază a celor două metale, slăbirea inserției.
Specificație de proiectare pentru turnarea fileului de piese turnate sub presiune
Specificații de proiectare pentru grosimea pereților turnate sub presiune: turnarea sub presiune cu pereți subțiri are o rezistență mai mare și o compactitate mai bună decât piesele turnate sub presiune cu pereți groși. Având în vedere acest lucru, proiectarea pieselor turnate sub presiune ar trebui să urmeze următoarele principii: Pe premisa asigurării că piesele turnate au o rezistență și o rigiditate suficientă. Grosimea inferioară a peretelui trebuie redusă cât mai mult posibil, iar grosimea peretelui trebuie păstrată. uniformă. Practica a dovedit că grosimea peretelui pieselor de turnare sub presiune este în general de 2,5-4 mm, iar piesele cu grosimea peretelui care depășește 6 mm nu ar trebui să fie produse prin procesul de turnare sub presiune. Performanța influenței pereților prea groși și prea subțiri ai pieselor turnate sub presiune asupra calității pieselor turnate: Dacă pereții pieselor turnate sunt prea subțiri în proiectare, sudarea metalului nu va fi bună, ceea ce va afecta direct rezistența turnările și, în același timp, vor provoca dificultăți la formare; pereții sunt prea groși sau grav neuniformi. Pe de altă parte, odată cu creșterea grosimii peretelui, defectele precum porii și contracția în turnare cresc, de asemenea, ceea ce va reduce și rezistența turnării și va afecta calitatea turnării.
Specificații de proiectare pentru alocațiile de prelucrare a piesei turnate sub presiune: în general, din cauza limitărilor procesului de turnare sub presiune, atunci când o anumită precizie dimensională, rugozitatea suprafeței sau toleranțe geometrice ale pieselor turnate sub presiune nu pot îndeplini cerințele desenelor produsului, întreprinderile ar trebui mai întâi să ia în considerare utilizarea Cum ar fi corecția, lustruirea, extrudarea, modelarea și alte metode de finisare pentru a repara, atunci când finisarea nu poate rezolva complet aceste probleme, unele părți ale turnării sub presiune ar trebui prelucrate. Trebuie remarcat aici că, la prelucrare, trebuie luată în considerare o mică alocație de prelucrare și, în același timp, încercați să utilizați suprafața care nu este afectată de suprafața de despărțire și formarea activă ca suprafață de referință goală, pentru a nu afectează precizia de prelucrare.
Specificații de proiectare pentru panta de deformare a pieselor turnate sub presiune: La proiectarea pieselor turnate sub presiune, trebuie să existe o pantă structurală pe structură. Când nu există o pantă structurală, trebuie să existe o pantă de proces pentru demulare acolo unde este necesar. Direcția de înclinare trebuie să fie în concordanță cu direcția de eliberare a turnării.