Pусский
Pусский Español
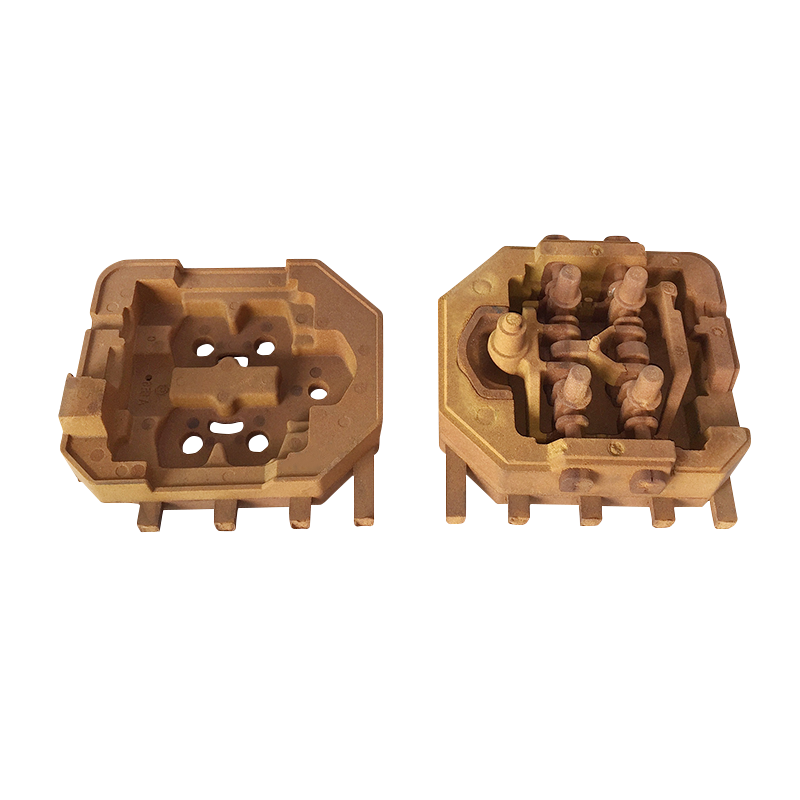
Español Alegerea corectă matriță de turnare sub presiune este esențial pentru a produce o piesă eficientă și durabilă. Structura matriței afectează și calitatea produsului. Designul matriței poate îmbunătăți eficiența și viteza de producție. De asemenea, poate preveni defecte comune, cum ar fi turele reci.
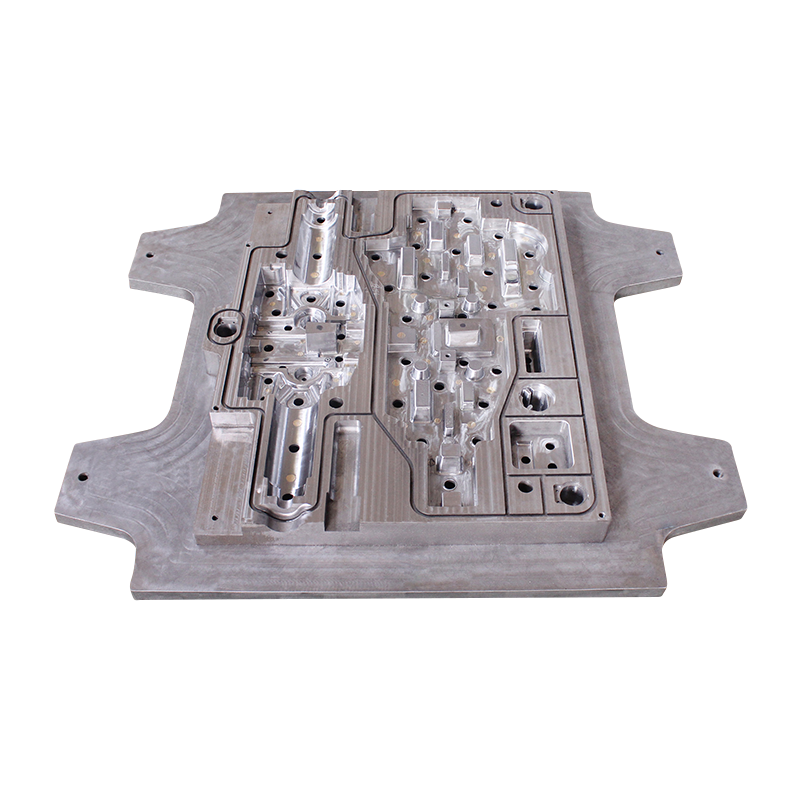
Mărimea, forma și grosimea matriței sunt factori importanți pentru calitatea turnării. Secțiunea transversală trebuie să fie uniformă, deoarece modificările pot afecta porozitatea și acuratețea dimensională. Nervurile de pe interiorul matriței măresc rezistența materiei și reduc greutatea. Tirajul este conicitatea aplicată pe pereții verticali ai matriței. Tirajul poate varia în funcție de forma peretelui, unghiul peretelui și tipul de aliaj topit utilizat.
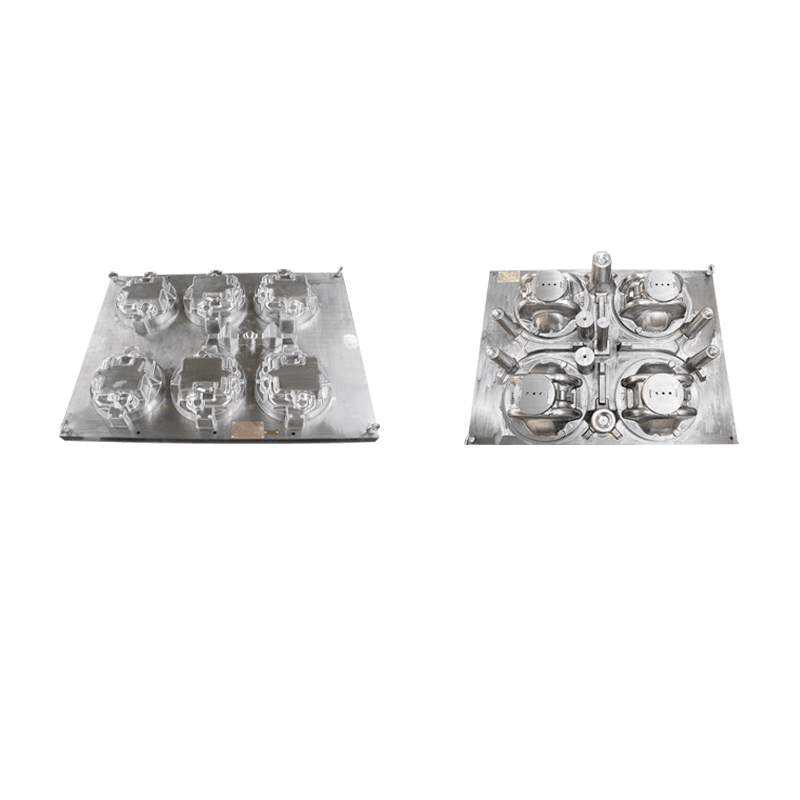
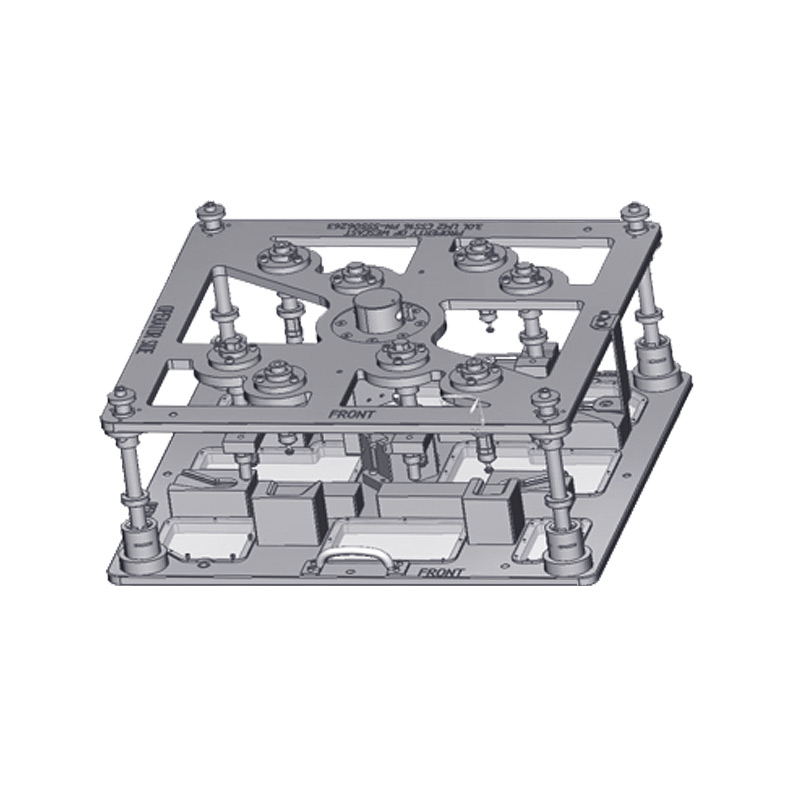
O linie de despărțire separă jumătatea fixă a matriței de jumătatea mobilă. Această linie este de obicei dreaptă. De asemenea, determină direcția deschiderii matriței. Este important să folosiți o linie de despărțire care nu este prea largă sau prea subțire. Acest lucru poate cauza fisuri în matriță. De asemenea, ar trebui să fie plasat într-o zonă ascunsă.
De asemenea, se folosește o linie de despărțire pentru a se asigura că turnarea va fi îndepărtată cu ușurință din matriță. Linia de despărțire va determina, de asemenea, direcția caracteristicilor pentru o injecție ușoară. Forma poate fi împărțită în mai multe cavități pentru a produce mai mult de o piesă turnată sub presiune la un moment dat.
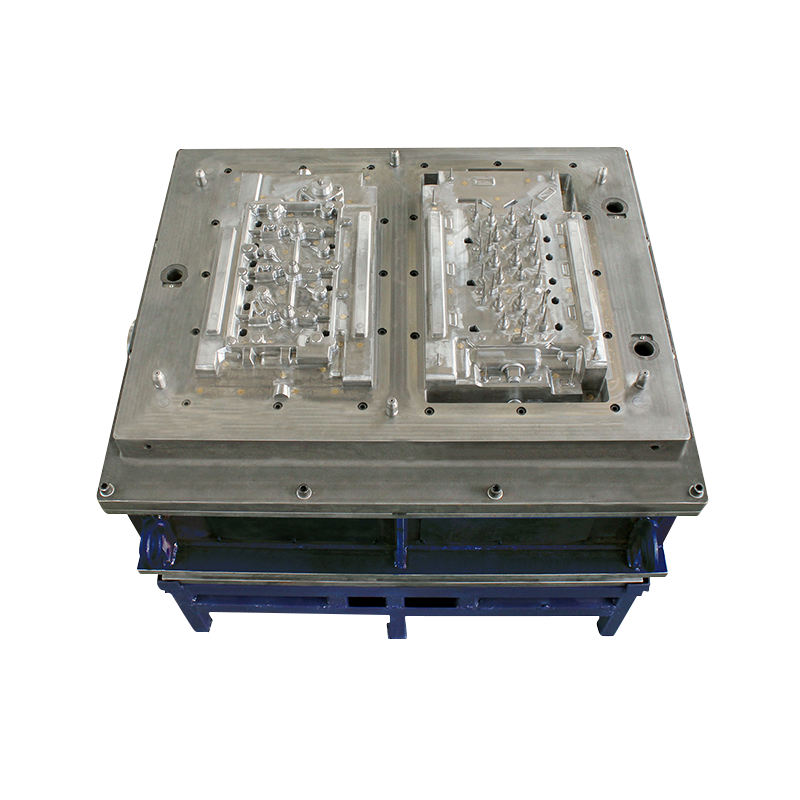
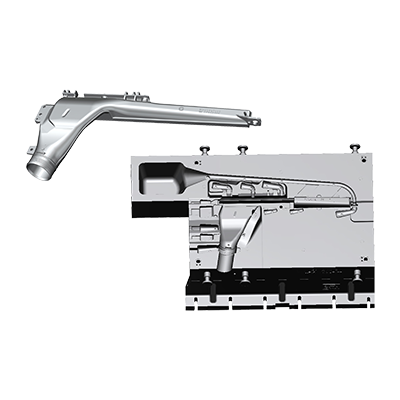
Pentru a asigura o curgere lină a metalului, matrița trebuie proiectată cu atenție. Acest lucru va îmbunătăți calitatea turnării finale și durata de viață a matriței. Acest lucru se poate face asigurându-vă că nu există margini ascuțite. În plus, colțurile matriței ar trebui să fie rotunjite, pentru a promova o curgere naturală. Poate fi folosit și pentru a netezi suprafețe înclinate.
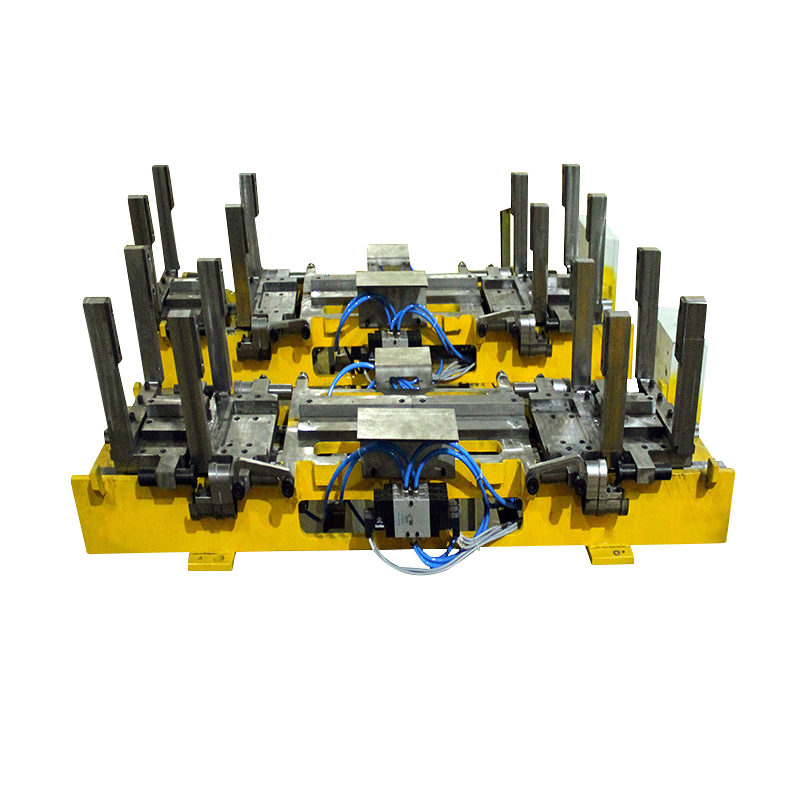
Miezul este a doua jumătate a matriței. Această secțiune este folosită pentru a modela interiorul turnării. Miezul este o inserție de nisip lipită preformată. Este folosit și pentru punctele de montare. Ajută la reducerea greutății și îmbunătățește abilitățile de umplere.
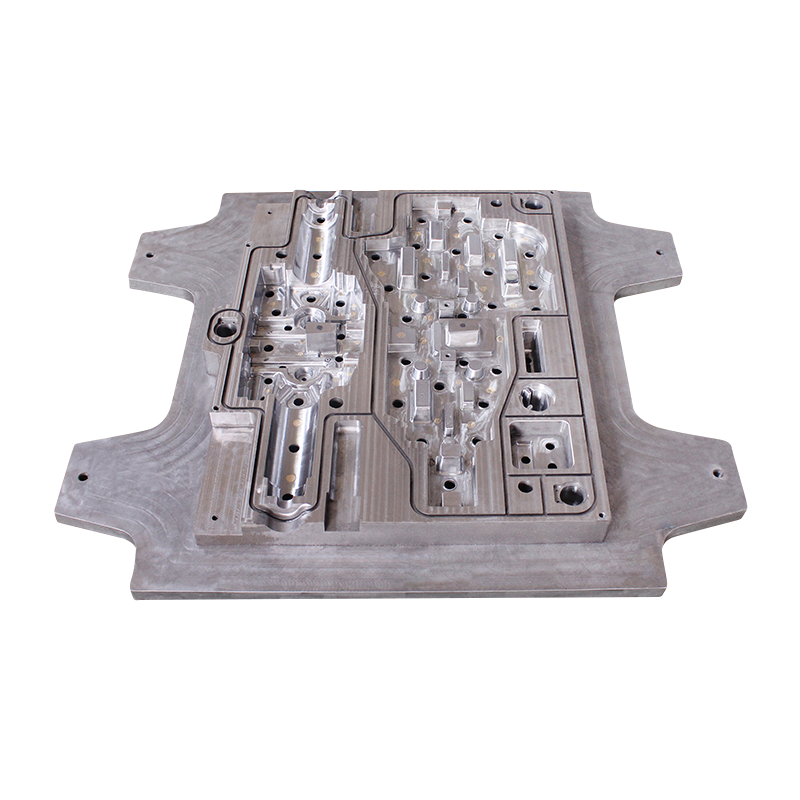
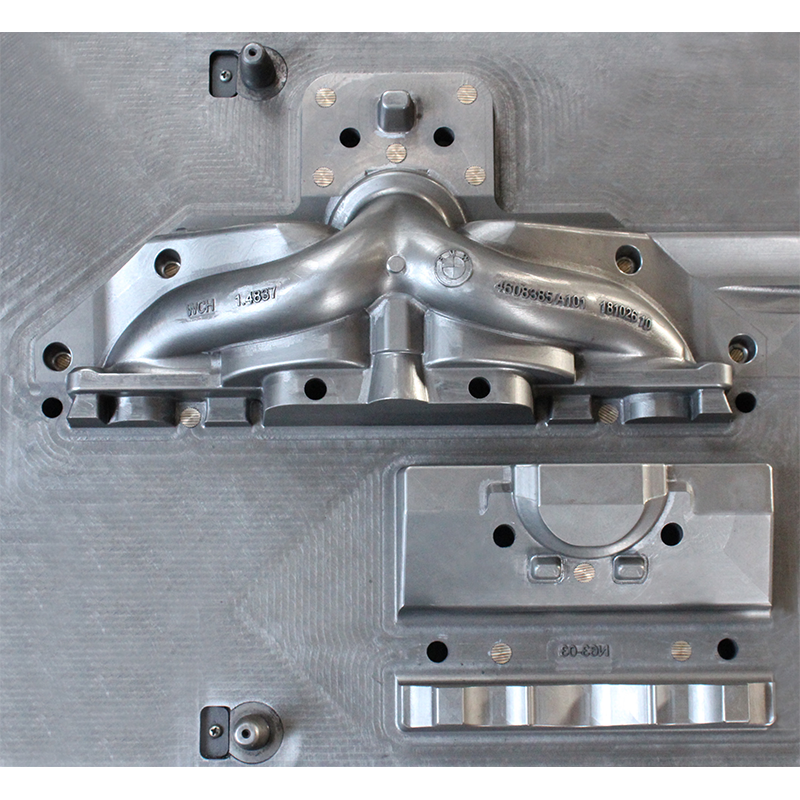
Sprue este mediul folosit pentru a injecta metalul topit în matriță. Oferă presiunea necesară pentru a depăși rezistența la curgere. De asemenea, acționează ca ghid pentru metalul topit. Sprue trebuie să fie conic în jos. Acest lucru va spori forța de ejectare moderată în timpul ejectării.
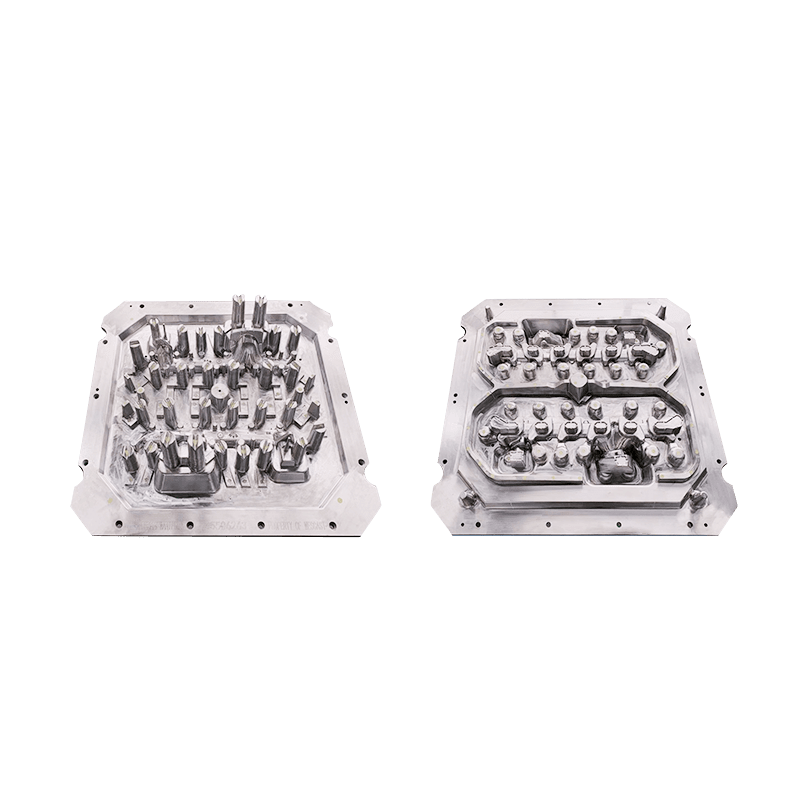
Forma trebuie să aibă dopuri de aerisire instalate în cavitățile adânci. Acest lucru este pentru a preveni turnarea nedorită în zonele înconjurătoare. De asemenea, se asigură o porozitate uniformă în turnarea finală. Forma trebuie să aibă și porturi de răcire. Aceste orificii previn uzura sculei și asigură o rezistență ridicată în turnarea finală.