Pусский
Pусский Español
Español
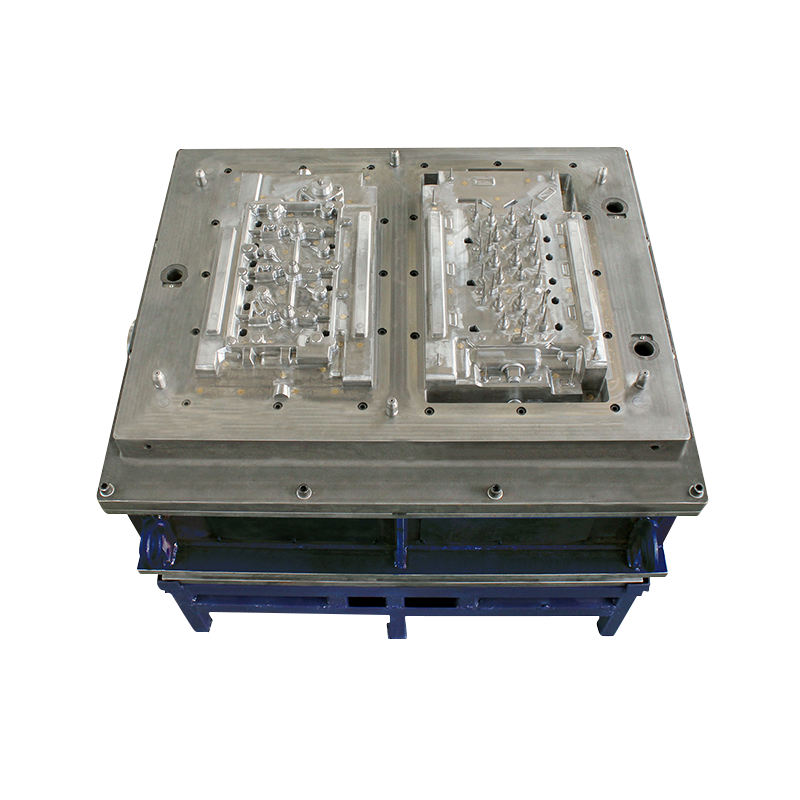
Piesele de ștanțare de pe caroseria mașinii sunt împărțite aproximativ în părți de acoperire, părți ale grinzii și părți generale de ștanțare. Piesele de ștanțare care pot exprima clar caracteristicile imaginii mașinii sunt piesele de acoperire a mașinii. Prin urmare, matrița de automobile la care se referă Gart se poate spune că este o „matriță de ștanțare a capacului auto”. Denumită matriță de panou auto. De exemplu, matriță de tăiere a panoului exterior al ușii din față, matriță de perforare a panoului interior al ușii din față etc.
Desigur, nu există doar piese ștanțate pe caroseria mașinii. Toate matrițele de ștanțare de pe automobile se numesc „matrice de ștanțare automată”. În concluzie:
1. Mucegaiul auto este denumirea generală a matrițelor utilizate pentru fabricarea tuturor pieselor de automobile.
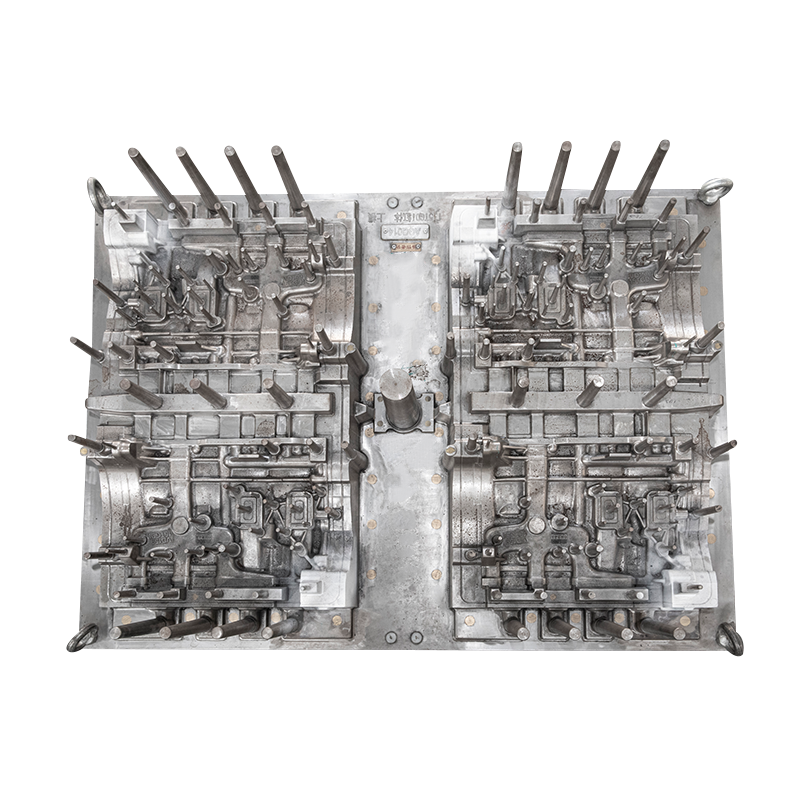
2. Matrițele de ștanțare pentru automobile sunt folosite pentru a perfora toate piesele de ștanțare ale automobilelor.
3. Matrița de ștanțare a caroseriei auto este o matriță pentru ștanțarea tuturor pieselor de ștanțare pe caroseria auto.
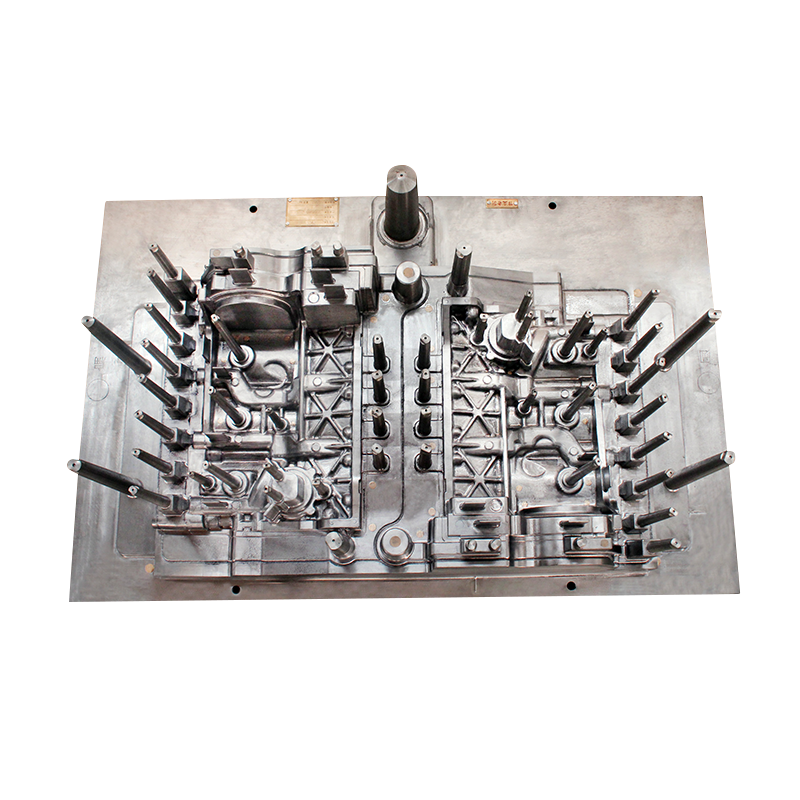
4. Matrița de ștanțare a capacului auto este o matriță pentru perforarea tuturor pieselor de acoperire de pe caroseria auto.
Acum, când vorbim despre matrițe de automobile în acest sector, pare să ne referim la matrița de acoperire a automobilului. Pentru a nu fi confundat cu matrița de automobile într-un sens larg, este mai bine să folosiți matrița de acoperire a automobilului în loc de matrița de automobile la postare.
Matrite folosite pentru vulcanizarea si turnarea diferitelor tipuri de anvelope.
Clasificarea matriței anvelopelor auto:
1. Forma flexibilă este compusă din inel de model, manșon de matriță, plăci laterale superioare și inferioare.
2. Cele două jumătăți ale matriței sunt compuse dintr-o matriță superioară și o matriță inferioară.
Tehnologia de procesare a matriței anvelopelor auto (luați matrița activă ca exemplu):
1. Turnați sau forjați semifabricatul conform diagramei matriței anvelopei, apoi rugați semifabricatul și tratamentul termic. Piesele semifabricate ale anvelopelor sunt recoapte pentru a elimina stresul intern. Acestea trebuie așezate plat în timpul recoacerii pentru a evita deformarea excesivă.
2. Găuriți găurile de ridicare conform desenului, apoi procesați diametrul exterior și înălțimea inelului model conform desenului de strunjire semifinisat. Utilizați programul de strunjire semi-finisat pentru a întoarce cavitatea interioară a inelului de model și inspectați șablonul de strunjire semi-finisat după strunjire.
3. Utilizați electrodul pentru modelul de matriță pentru anvelope prelucrat pentru a modela modelul interior al inelului de model prin EDM și utilizați modelul pentru a testa.
4. Împărțiți cercul modelului în mai multe părți conform cerințelor producătorului, trageți, respectiv, liniile de marcare și puneți-le în scule pentru a perfora gaura din spate a taliei și a atinge firul.
5. Conform părților egale împărțite în procesul 8, aliniați și tăiați la linia de scriere.
6. Blocurile de model tăiate sunt lustruite, colțurile, rădăcinile și găurile de aerisire sunt găurite conform cerințelor din desene.
7. Sablați uniform nisipul în interiorul cavității blocului de model, necesitând culori consistente.
8. Combinați inelul modelului, manșonul matriței, plăcile laterale superioare și inferioare pentru a completa forma anvelopei.