Pусский
Pусский Español
Español
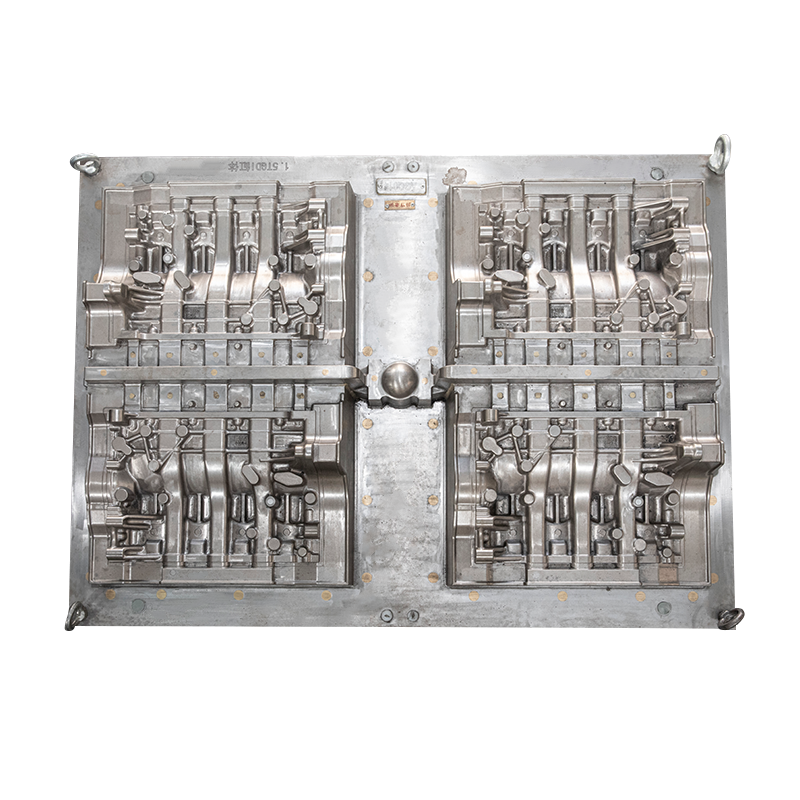
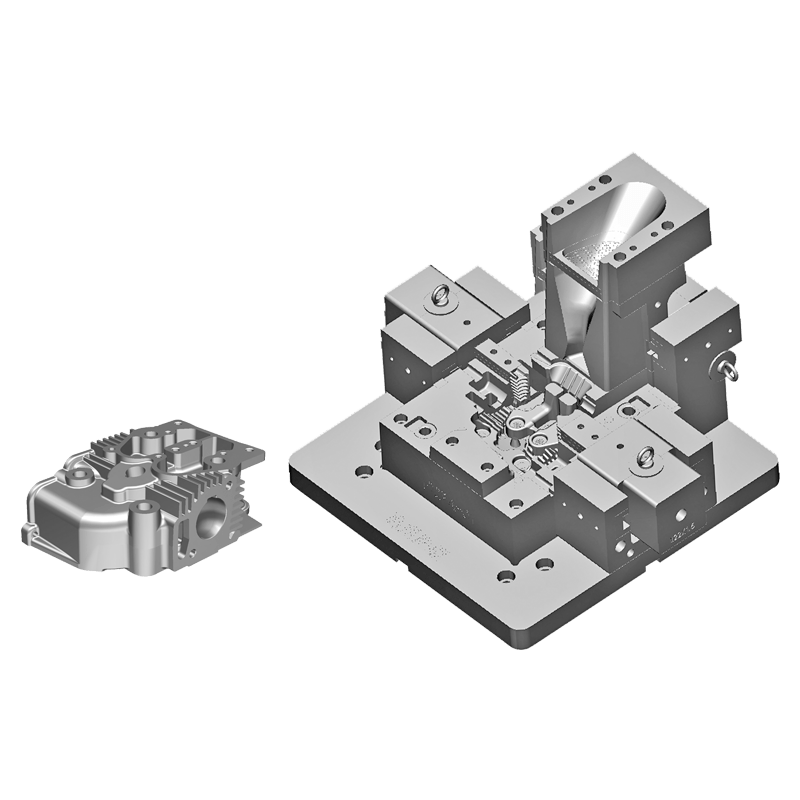
Matrița de turnare sub presiune este o unealtă pentru turnarea pieselor metalice, o unealtă pentru finalizarea procesului de turnare sub presiune pe o mașină dedicată de turnare sub presiune. Formele din plastic sunt unelte care sunt potrivite cu mașinile de turnat plastic din industria de prelucrare a plasticului pentru a oferi produselor din plastic o configurație și o dimensiune completă. Deci, care este diferența dintre cele două?
Diferența dintre matrița de turnare sub presiune și matrița de plastic:
1. Presiunea de injecție a matriței de turnare sub presiune este mare, astfel încât șablonul trebuie să fie relativ gros pentru a preveni deformarea
2. Poarta matriței de turnare sub presiune este diferită de cea a matriței de injecție și trebuie utilizată ca un con despicat pentru a descompune presiunea ridicată a fluxului de material.
3. Miezurile matriței de turnare sub presiune nu trebuie să fie stinse, deoarece temperatura din cavitate depășește 700 de grade în timpul turnării sub presiune. Prin urmare, fiecare formare este echivalentă cu călire. Cavitatea va deveni din ce în ce mai tare. Forma generală de injecție ar trebui să fie stinsă peste HRC52.
4. Formele de turnare sub presiune trebuie, în general, să fie nitrurate în cavitate pentru a preveni lipirea aliajului de cavitate.
5. În general, coroziunea matriței de turnare sub presiune este relativ mare, iar suprafața exterioară este în general albastră.
6. În comparație cu matrița de injecție, partea mobilă de potrivire a matriței de turnare sub presiune (cum ar fi glisorul de tragere a miezului) are un spațiu de potrivire mai mare, deoarece temperatura ridicată a procesului de turnare sub presiune va provoca dilatare termică. Dacă golul este prea mic, se va bloca matrița.
7. Cerințele de potrivire a suprafeței de despărțire ale matrițelor de turnare sub presiune sunt mai mari, deoarece fluiditatea aliajelor este mult mai bună decât cea a materialelor plastice. Fluxul de material cu temperatură ridicată și presiune înaltă care zboară din suprafața de despărțire va fi foarte periculos
8. În general, matrițele de injecție pot fi ventilate prin degetare, suprafață de despărțire etc., matrițele de turnare sub presiune trebuie să aibă caneluri de aerisire și saci de colectare a zgurii (capete de colectare a materialului rece);
9. Turnarea este inconsecventă, viteza de injecție a matriței de turnare sub presiune este rapidă, iar presiunea de injecție este de o secțiune. Formele din plastic sunt de obicei injectate în mai multe secțiuni pentru a menține presiunea.