Pусский
Pусский Español
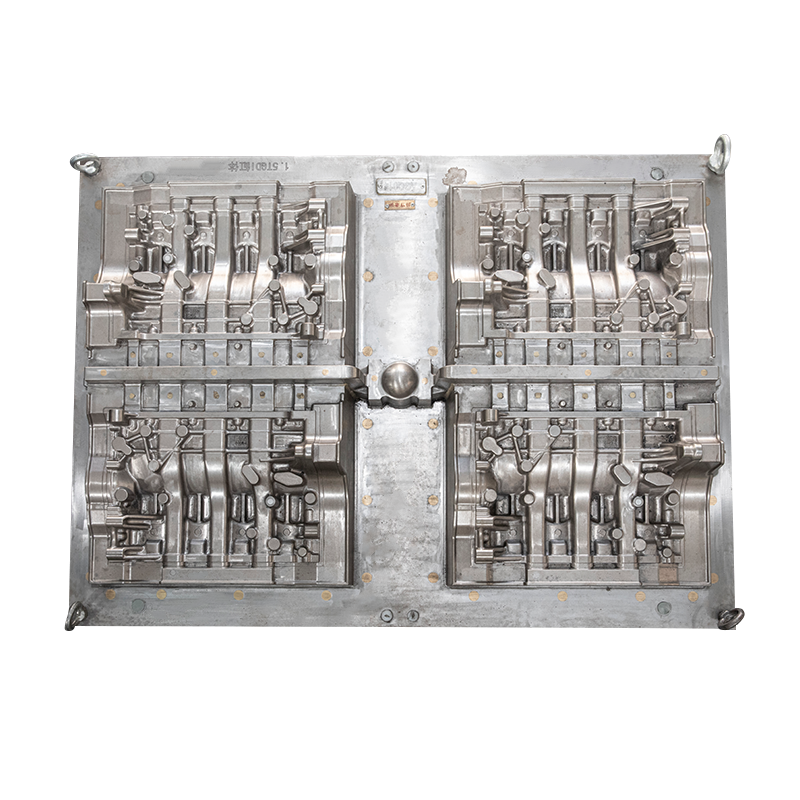
EspañolÎn domeniul producției de automobile, calitatea și performanța matrite de turnare joacă un rol vital în calitatea și fiabilitatea produsului final. Formele de turnare nu sunt doar instrumente de bază pentru producerea pieselor de înaltă calitate, dar prezența defectelor de suprafață, cum ar fi urmele și modelele de curgere, poate avea efecte adverse asupra aspectului și performanței produsului. Prin urmare, este deosebit de important să analizăm în profunzime cauzele semnelor de curgere și ale modelelor și să luăm soluții eficiente.
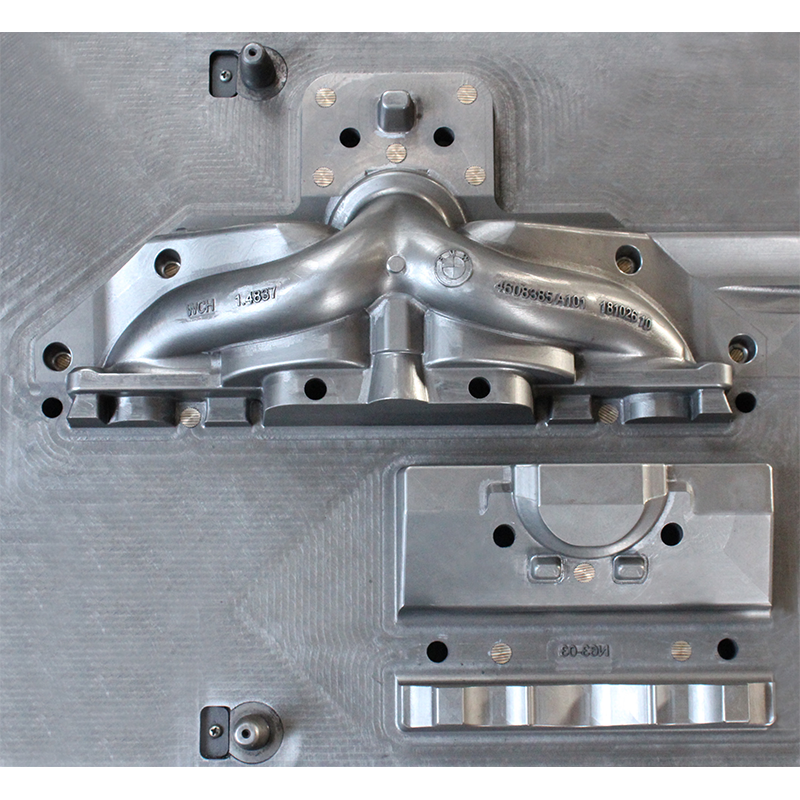
Generarea de marcaje și modele de curgere provine în principal din următoarele aspecte. În primul rând, controlul temperaturii matriței este crucial. Când temperatura matriței este prea scăzută, metalul topit se răcește rapid în matriță, ceea ce poate forma un strat de metal neuniform, lăsând urme evidente de curgere. În al doilea rând, designul canalului afectează și curgerea metalului topit. Un design nerezonabil, cum ar fi un canal superficial sau o poziție necorespunzătoare a porții, poate duce cu ușurință la obstrucționarea fluxului de metal topit, formând turbulențe și lăsând modele neregulate pe suprafața turnării. În plus, temperatura și viteza de umplere a metalului topit sunt, de asemenea, factori cheie. Temperatura prea scăzută sau viteza de umplere prea mare poate duce la o fluiditate insuficientă a metalului topit și la formarea de modele. Proiectarea defectuoasă a sistemului de evacuare a matriței sau blocarea orificiului de evacuare va face, de asemenea, că gazul nu va fi descărcat în timp, formând bule sau modele. În cele din urmă, utilizarea necorespunzătoare a acoperirii pe suprafața matriței, cum ar fi acumularea excesivă, poate forma obstacole în timpul procesului de umplere cu lichid metalic, rezultând urme de curgere și modele.
Ca răspuns la defectele de mai sus, întreprinderile pot lua o serie de măsuri pentru a le rezolva. În primul rând, este esențial să se asigure adecvarea temperaturii matriței. Prin preîncălzirea matriței la temperatura optimă de turnare, fluiditatea lichidului metalic poate fi îmbunătățită semnificativ, iar stresul termic cauzat de răcire poate fi redus, reducând astfel probabilitatea de apariție a semnelor și modelelor de curgere. În același timp, inspecția regulată a sistemului de încălzire a matriței pentru a asigura funcționarea sa stabilă este baza pentru asigurarea calității turnării.
În al doilea rând, optimizarea designului ghidajului este, de asemenea, o parte importantă a îmbunătățirii calității turnării. Proiectarea rezonabilă a adâncimii, lățimii și poziția și forma porții poate asigura că lichidul metalic curge în matriță uniform și stabil, evitând obstacolele de curgere cauzate de un design complex. În plus, reglarea temperaturii și a vitezei de umplere a lichidului metalic și setarea rezonabilă a parametrilor în funcție de caracteristicile diferitelor lichide metalice și cerințele procesului de turnare pot îmbunătăți în mod eficient fluiditatea lichidului metalic și pot preveni apariția turbulenței.
De asemenea, nu trebuie ignorată îmbunătățirea sistemului de evacuare al matriței. Prin creșterea numărului și dimensiunii orificiilor de aerisire și ajustând poziția orificiilor de aerisire pentru a se asigura că gazul din interiorul matriței poate fi descărcat în timp, aspectul bulelor și modelelor poate fi redus în mod eficient. În același timp, verificați în mod regulat permeabilitatea orificiilor de aerisire și curățați blocajele la timp pentru a asigura funcționarea normală a sistemului de evacuare.
În cele din urmă, controlul rezonabil al cantității și uniformității acoperirii este o măsură importantă pentru a preveni urmele și modelele de curgere. Cantitatea potrivită de acoperire nu numai că poate reduce frecarea și aderența dintre metalul topit și matriță, dar poate asigura și uniformitatea și grosimea adecvată a acoperirii, evitând defectele cauzate de acumularea excesivă de acoperire.