Pусский
Pусский Español
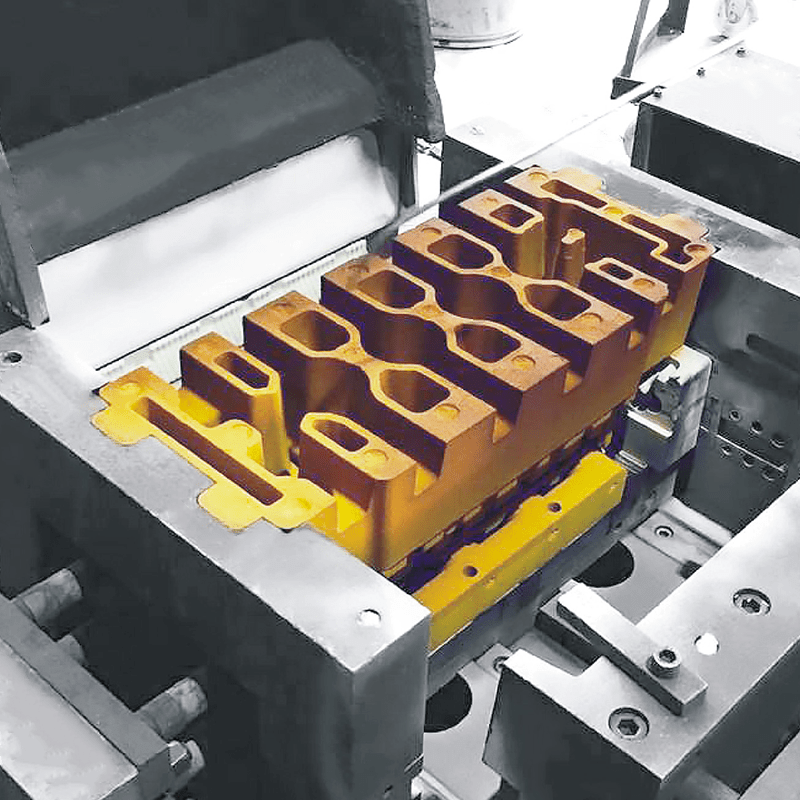
Español Fluxul controlat de metal este o caracteristică fundamentală și distinctivă a matrite de turnare la presiune joasa . Este un principiu critic care diferențiază această metodă de turnare de tehnicile tradiționale de turnare la presiune înaltă.
Diferența de presiune:
Conceptul de bază al fluxului controlat de metal în matrițele de turnare la presiune joasă constă în aplicarea unei diferențe de presiune relativ scăzute pentru a muta metalul topit dintr-un creuzet sau un cuptor de reținere în cavitatea matriței. Această diferență de presiune este în mod obișnuit în intervalul de la 1 la 1,5 bari, semnificativ mai mică decât presiunile înalte utilizate în metode precum turnarea sub presiune la înaltă presiune. Utilizarea presiunii joase permite o umplere mai treptată și mai precis controlată a matriței.
Diferența de presiune scăzută este de obicei realizată prin menținerea unui sistem etanș, în care metalul topit din creuzet este expus la o atmosferă controlată, constând adesea din aer sau gaze inerte. Prin reglarea presiunii aplicate pe suprafața metalului topit, debitul poate fi ajustat cu atenție pentru a obține caracteristicile de umplere dorite. Această abordare controlată minimizează turbulența, care este o sursă comună de defecte în piese turnate, cum ar fi porozitatea gazului și golurile de contracție.
Asistență gravitațională:
În turnarea la presiune joasă, gravitația joacă un rol semnificativ în facilitarea fluxului controlat de metal. Metalul topit din creuzet este poziționat de obicei la o înălțime mai mare decât cavitatea matriței. Ca rezultat, gravitația ajută la ghidarea metalului în matriță. Această forță gravitațională, în combinație cu diferența de presiune scăzută, asigură un flux neted, controlat și uniform.
Utilizarea gravitației minimizează nevoia de forță mecanică excesivă sau presiune hidraulică, care poate provoca turbulențe și defecte. Această abordare blândă, asistată de gravitație, permite umplerea eficientă a matriței fără a supune metalul topit la schimbări bruște de viteză sau direcție, reducând probabilitatea unor probleme precum blocarea aerului și greșelile de rulare.
Controlul umplerii matriței:
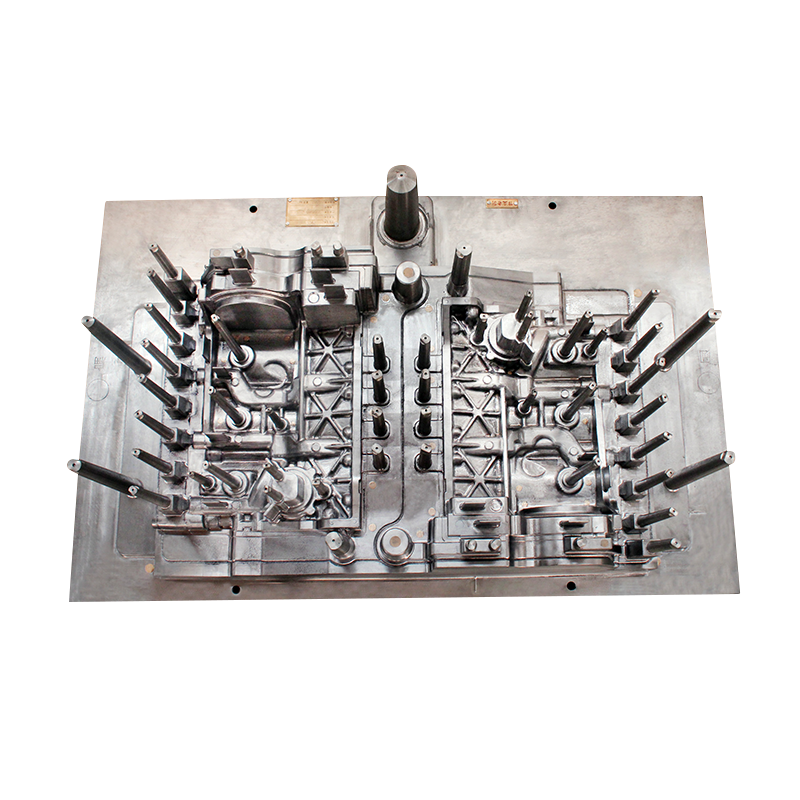
Un alt aspect critic al fluxului controlat de metal este controlul precis asupra procesului de umplere cu metal. Acest control se realizează prin proiectarea sistemului de deschidere, care cuprinde componente precum bazinul de turnare, canalul și canalul de alimentare. Bazinul de turnare colectează metalul topit din creuzet, în timp ce canalul și canalul de alimentare îl ghidează în cavitatea matriței.
Designul și dimensiunile acestor componente ale sistemului de deschidere sunt proiectate cu atenție pentru a asigura o curgere graduală și uniformă a metalului. Mărimea, forma și poziționarea lor sunt optimizate pentru a preveni turbulențele și blocarea aerului. În esență, sistemul de blocare acționează ca un tampon hidraulic, permițând metalului să curgă constant și uniform în matriță.
În plus, proiectarea sistemului de porțire ia în considerare factori precum temperatura metalului, vâscozitatea și debitul. Acești parametri sunt adaptați pentru aliajul specific turnat, asigurându-se că metalul se comportă previzibil și constant în timpul procesului de umplere.
Minimizarea oxidării:
Pe lângă controlul fluxului de metal topit, matrițele de turnare la presiune joasă încorporează caracteristici pentru a minimiza oxidarea. Expunerea la oxigen poate duce la formarea de oxizi pe suprafața metalului, care pot afecta calitatea turnării. Pentru a atenua acest lucru, atmosfera controlată din jurul metalului topit este adesea inertă, cum ar fi azotul sau argonul, ceea ce previne oxidarea și ajută la menținerea purității metalului.